
造气油压技术的现状和发展趋势
作者/来源:作者/来源:张兰芝 郑春勇 马维明(河北科技大学德隆科技开发公司 日期:2008-04-12 点击量:1707
1 造气油压技术发展过程
20世纪80年代前,氮肥、煤气行业在造气生产中工艺阀门的驱动大都为水压,少部分为气压。这2种驱动方式都有其不足。由于水粘度甚低,内漏比较严重,压力难以稳定,系统故障率较高。在我国北方地区冬天还要考虑防冻措施,另外水泵的电机功率大、电耗大,致使造气成本增加。而气压驱动则投资大,故障率亦高,实难应用。
20世纪80年代中期,随着科学技术的进步及我国液压件品种的增加和质量的提高,造气油压技术涎生了,使得广大氮肥厂、煤气厂纷纷淘汰水压、气压,而改用油压技术。新建造气项目更是一步到位,直接选用油压技术。统计表明迄今为止,小氮肥厂运行的600多家中只有1~2家没有采用油压技术。而中氮企业中按造气炉算,末采用油压技术的只有几台炉。
2 油压技术的现状
至今油压技术的应用已十几年了,有相当一部分厂家采用的油压技术是合理的,确实带来了效益。但是,多年来造气工艺的不断变化、造气技改力度的加强,加上油压技术提供单位的差异,使油压技术跟不上发展的需要,就目前现状看不容乐观。具体表现在油压设备配置不合理,比如中型氮肥厂的造气炉大多都是¢3 000以上的,相应工艺阀门通径都要大于小氮肥厂的,在采油压技术时盲目沿用小氮肥厂的油压设备,如:DN900工艺阀门仍由有效通径为¢9的电磁换向阀控制,加之油管路也不配套,这就造成阀门动作慢,不仅给生产带来不安全因素,而且减少了有效制气时间。
随着造气工艺技术的不断改进,使造气炉直径有所扩大,如小氮肥厂从¢2 260改到¢2 400,再改到¢2 650;中氮厂从¢2 750改到¢3 000,再改到¢3 300,配套的工厂艺阀门直径都在增加。但是大多数企业的油压系统未作相应变更,结果造成工艺阀门动作太慢,直接影响造气生产。
另外,油压技术不完善,如工艺阀门动作是否到位没有检测功能,也没有油路互锁、联锁功能,一旦出现阀门不到位,会造成系统含氧偏高。轻者造成造气管路的防爆板炸开,重者将危及后工序的生产安全。加上企业不具备液压件检验手段,无法判断所使用的液压件好坏,容易给自身带来经济损失。
3 油压技术的发展趋势
油压技术在造气生产中确实占有非常重要的位置,它的好坏能直接决定造气生产的好坏,所以油压技术多年来一直得到广大氮肥厂和煤气厂的重视。通过应用厂家的经验总结和技术开发单位的不断努力,造气油压技术正向可靠、配套、完善、规范通用、具有可扩展性的良好方向发展。
(1)可靠指的是这个技术应用后,故障率应该是很小的,这要靠钢管的酸洗、安装、吹除、试漏、保压等环节以及液压件、液压设备的质量来保证。投运后使其相应的设备和管线始终处于良好的状态,保证正常生产。否则,就易经常出问题,致使有的厂家又把油压改回水压,更有甚者还会把整个企业的生产拖垮。
(2)配套指的是系统设备配置合理,它包括以下内容:
①油管路的配置。高、低压总管拟采用¢57×3.5的钢管;高、低压总管到阀站拟采用¢38×3的钢管;高压总管到蓄能器拟采用¢57×3.5的钢管;低压总管到蓄能器拟采用¢25×2.5~3.0的钢管;阀站到工艺阀油缸拟采用¢25×2.5~3.0的钢管。
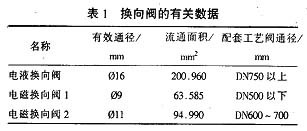
②阀站中换向阀的配置。换向阀有2个功能,即决定油的流动方向和流量,而工艺阀门的动作速度取决于油压和流量的大小,在造气生产中,工艺阀门动作速度越快,越有利于生产。以1台¢3 000造气炉为例,如果工艺阀门每动作1次慢1 s的话,全年将给企业造成12万元的巨额损失,可见,工艺阀门的动作速度十分重要。如果油压一定,动作速度就取决于油流量的大小。
目前市场上有3种换向阀,其有关数据见表1。
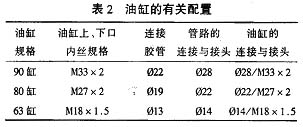
③油缸、高压胶管、接头体的配置。油缸的缸径是由工艺阀门动作所需力的大小决定的,同样,为了保证工艺阀门的动作速度,油缸胶管、接头之间也需要合理配置。
油缸的有关配置见表2。
(3)完善指的是技术完善和设备完善。
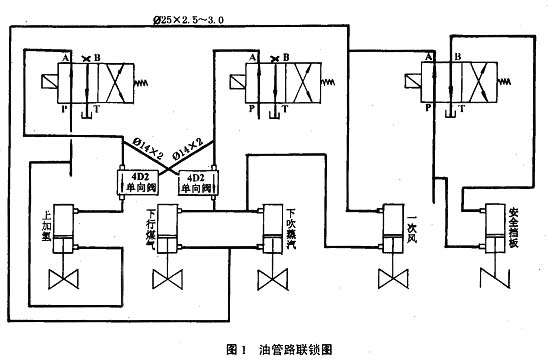
①技术完善:造气生产的安全很大程度上是靠油压技术来保障的。例如,油压联锁技术(见图1)的完善就能避免造气系统氧含量偏高现象的出现,保证生产系统的安全。又如,工艺阀门的动作快有利于生产,却会带来油压系统震动加大,工艺阀门容易损坏的弊病,为了解决这个问题,所采用的油缸其内部要带缓冲结构。
②设备完善。如果油压系统是按照正规要求配置设备,这个问题是不明显的。最怕是用户对技术的了解不够深入,提供油压设备的单位又不负责任。例如,一个化肥厂油压系统的油温太高,需用冷却水冷却,却发现泵站油箱里没有冷却盘管。还有的油泵站没有卸压阀,蓄能器没有充氮工具,油压件没有检验装置等。
(4)规范通用是指油压系统的模式要规范化,配置要基本化,各部分连接要标准化。全部油压设备应采用国标、部标产品,以保证通用性,这就避免了企业在备品备件上的后顾之忧。
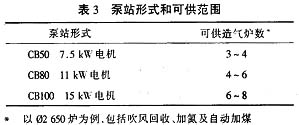
(5)可扩展性。造气生产越来越向着全自动化连续生产方向发展。例如,由原先的手动加煤发展到自动加煤;由手动下灰到自动下灰,这都要求油压系统能跟上发展的需要。也就是说油压系统动力源容量要大,即泵站系统可采用开1备1、开2备1或开3备1模式。也可采用大容量的泵站,其泵站形式和可供范围见表3。
阀站的形式和适用炉型如表4。阀站的阀位可根据需要来确定,还可以根据用户需要确定阀站的阀位和不同规格的换向阀的数量。

总之,这些装置能随意扩展,以保证生产的需要。
4 小结
综上所述,造气油压技术在煤造气生产中占有重要地位,一定要引起足够的重视。对于系统不配套的企业一定要尽快下决心,该淘汰的淘汰、该改进的改进,使造气油压系统达到理想、可靠的程度。